So I really love manual machining! If the mill and lathe had only had digital readouts I would probably have used those instead.
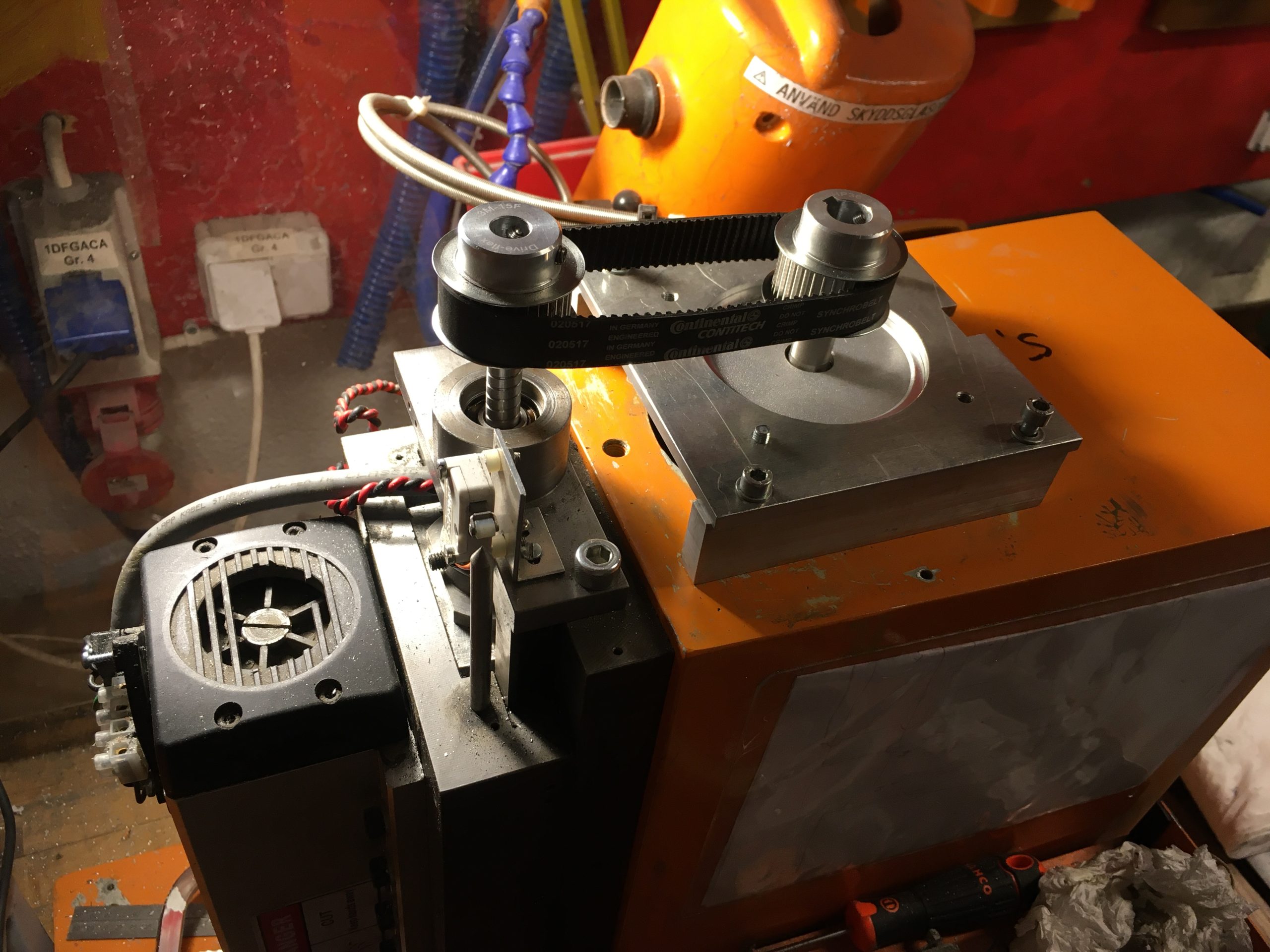
Either way. Today the Z-axis was completed. The drive belt is tight and the cables are all nice and tidy thanks to Magnus. 

Next step is the Y axis. Since the new motors have longer axels, a 25mm thick spacer was needed.
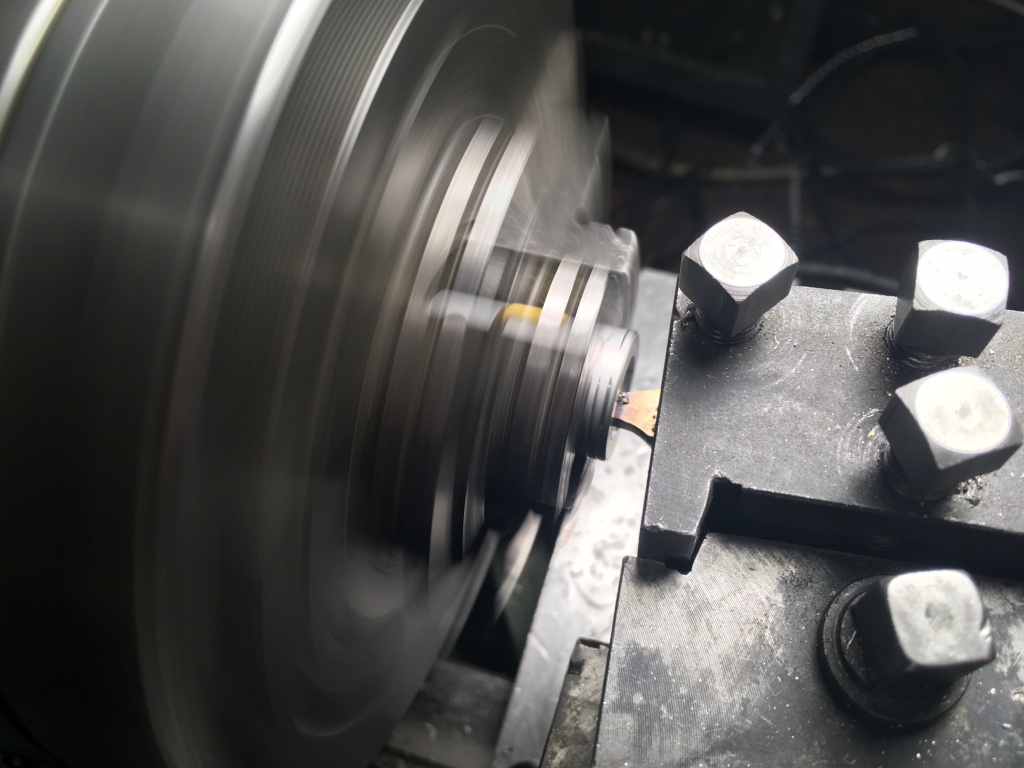
Since the motor and bearing house both have circular centering edges, I decided to add matching edges to my spacer. Putting round concentric holes I a square piece turns out to be really easy if you start with a center hole big enough for the lathe chuck to grip it from the inside.
So first make a hole.

Then make a bigger hole.

Finally, after learning even more about how to not shape turning bits, here are all of the pieces.

Final step was to drill and tap the bearing house holes to make them M6 threads. Turns out that when you are tired, you may forget that an M6 thread cannot be made in a 6mm hole….

Either way, my bolts are unreasonably long so I can use nuts instead. No harm no foul.
Here are all the pieces. Now just need to cut a hole in the chassis to fit the longer assembly and then mount all pieces together.